

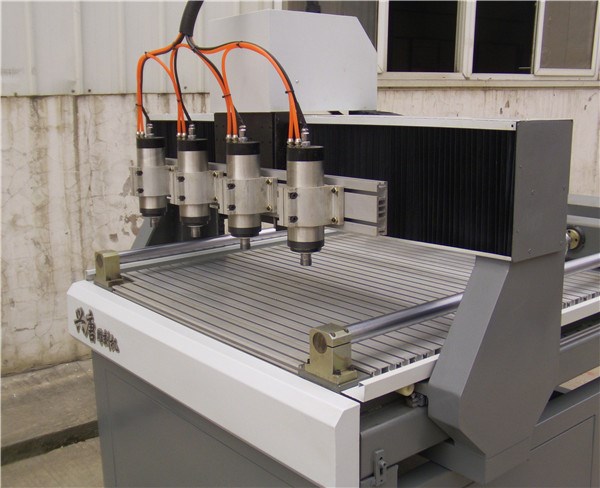
雕刻机的控制原理
雕刻机的数控体系是一种轨迹掌握体系。从实质上讲,是以各静止轴的位移量为掌握对象,使各静止轴和谐静止的主动掌握体系其基础任务历程为:首先通过雕刻软件将待加工的图形数字化,并生成加工途径信息,通过某种数据传输方法将加工途径信息传输给掌握体系而后掌握体系依据加工途径信息进行相应的运算及解决,生成掌握命令并发送给各静止轴,使X、Y、Z三坐标轴、雕刻机主轴以及辅佐举措和谐静止,实现刀具与被加工工件的绝1对静止,主动实现加工。由此即可雕刻出在雕刻软件中设计的立体、文字或立体图形,实现了主动化的雕刻加工。






雕刻机的使用方法
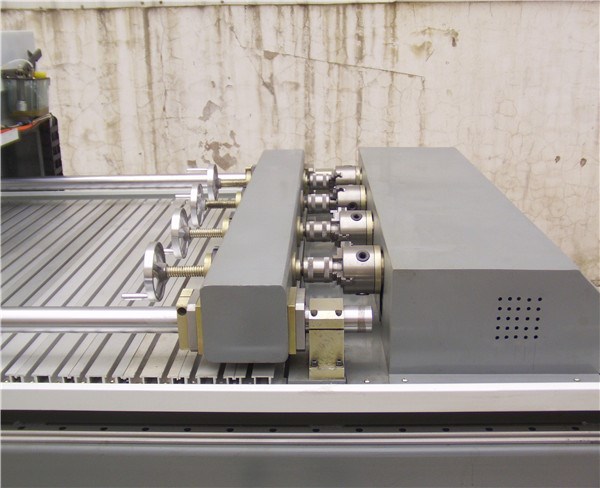
1.开机前必须接上油水管,做到电主轴先接通油水管后再启动主轴电机,安装时水管油管不能接错。主轴左右两边为水管,中间为油管(数控钻铣床主轴是油脂润滑,不采用以上方法。)
2.使用电主轴时应先接油雾管点,管点接头应清干净,防止污物进入造成轴承烧坏。操作时应看电主轴前端部稍有油雾泄出后,才能启动电主轴,油雾润滑建议采用5号主轴油调节,进油管为20-30滴/分,经常查看不能断油,否则会造成主轴损坏。
3.操作时,必须做到主轴完全停止转动后,才关闭油雾,这样才能延长使用寿命,说明启动不宜过分频繁。
4.电主轴使用前必须检查砂轮接杆是否同轴,如不同轴超过0.03毫米应还砂轮接杆,否则既损坏电主轴,又磨不好工作,磨削时应注意不要撞击,应校正后再进去磨削。


雕刻机使用刀具类型
1、单刃螺旋球头铣刀对于软木、密度板、原生木、pvc等深浮雕加工。
2、单刃,双刃上下切铣刀面对加工中,上下面无1毛刺切割加工是比较合适的。
3、双刃直槽铣刀比较合适多层板,夹板加工的刀具。
4、多条纹铣刀粗加工刨花板,多条纹铣刀是必选刀具之一同的刀具。
5、单刃螺旋铣刀它在加工的时候速度很快而且效率也很高,不粘屑,因其特殊的制造工艺可以保证加工的时候不爆口,极细的刀纹适合在压克力切割加工。
6、双刃大排屑螺旋铣刀它的特性是能够不发黑、不冒烟,它具备着两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,能够达到刀具平衡,特别适用加工高密度板。


本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
扫一扫手机网站






 在线客服
在线客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com