


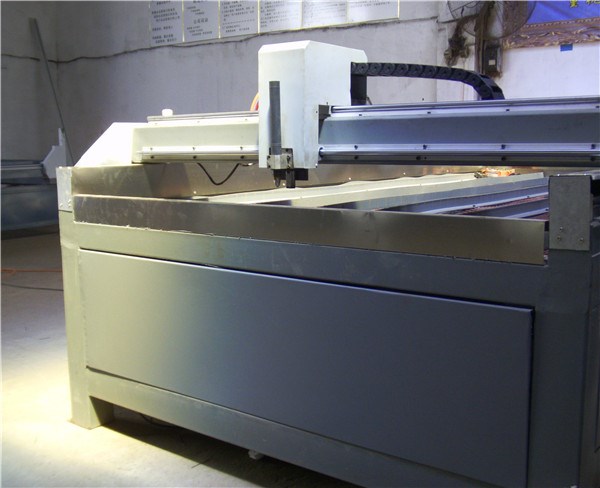
数控等离子切割机
X轴采用直线圆形导轨,Y轴采用直线导轨,其运行阻力较小。X轴和Y轴安装警多功能仪器检测安装,X轴两道轨直线度误差保证小于±0.05mm,X轴和Y轴的垂直误差不大于±0.05mm度,其运行小车采用轻质的结构,便于保证等离子切割的加工质量。工业电脑操作系统是在性能稳定的DOS系统操作,具有较好的人机对话界面,中英文语言可以任意转换。






数控等离子切割机与激光切割机的区别
激光切割机是利用从激光发生器发射出的激光束,经光路系统,聚焦成高功率密度的激光束照射条件,激光热量被工件材料吸收,工件温度急剧上升,到达沸点后,材料开始汽化并形成孔洞,伴随高压的气流,随着光束与工件相对位置的移动,使材料形成切缝。
数控等离子切割机常用的等离子弧工作气体有ya、氢、氮、氧、空气、水蒸气以及某些混合气体。等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业。

等离子切割设备实战切割技巧
一。切割应该从边缘开始。尽可能从边缘切下,不要切穿孔。以边缘为起点,可延长耗材的使用寿命。正确的方法是在喷嘴直接对准工件边缘后开始等离子弧。
2.减少不必要的“起弧(或起弧)”时间。引弧时喷嘴和电极的消耗很快。开始前,割炬应放置在切割金属的步行距离内。
三。尽量保持割炬和耗材的清洁。割炬和耗材上的任何污垢都会严重影响等离子系统的功能。将易耗件放在干净的绒布上更换,经常检查割炬的连接肋,用过氧1化氢清洗剂清洗电极接触面和喷嘴。

本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
扫一扫手机网站






 在线客服
在线客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com