


雕刻机的控制原理
雕刻机的数控体系是一种轨迹掌握体系。从实质上讲,是以各静止轴的位移量为掌握对象,使各静止轴和谐静止的主动掌握体系其基础任务历程为:首先通过雕刻软件将待加工的图形数字化,并生成加工途径信息,通过某种数据传输方法将加工途径信息传输给掌握体系而后掌握体系依据加工途径信息进行相应的运算及解决,生成掌握命令并发送给各静止轴,使X、Y、Z三坐标轴、雕刻机主轴以及辅佐举措和谐静止,实现刀具与被加工工件的绝1对静止,主动实现加工。由此即可雕刻出在雕刻软件中设计的立体、文字或立体图形,实现了主动化的雕刻加工。

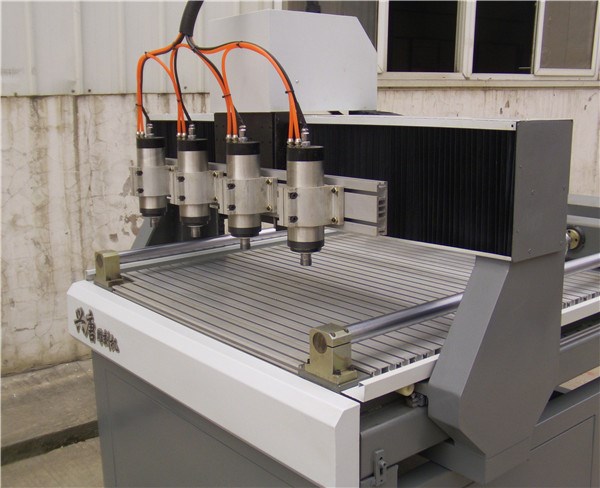





影响雕刻机布局的基本因素
表面形成运动的影响:不同形状的加工表面往往采用不同的刀具来加工,从而表面形成运动的形式和数目就不同,并导致布局的差异。相同形状的加工表面,由于工件的技术要求和生产率要求等不同,也可以采用不同的刀具、不同的表面形成运动来加工,从而形成不同的布局。由此可知,工件表面形成运动直接决定了雕刻机布局的形式,是影响雕刻机布局的决定性因素。因而,在布局雕刻机时,必须根据加工要求,全1面、综合地考虑工件的表面形成方法及运动,以期作出具有较好技术经济效果的布局设计。

雕刻机不复位情况浅析:
1) 机箱电源指示灯不亮:220V(交流)有没有接入;电源保险丝有无烧断;电源开关是否打开。
2) 灯亮、不复位:电脑坏、急停开关是否打开了;软件安装不好;插卡接触不良;联机线,继电器是否接触不良;光检信号线、三根联机线不通。
3) 开电脑进入控制界面后反复开关主控制器电源,每次开关间隔3到5秒:如电脑显示器能,雕刻已经复位则:检查光检信号线、卡板、联机线、驱动器是否良好。
4) 用第三种方法使雕刻机复位后,键盘移动X、Y、Z三轴都不动;则检查驱动器的公共电源或电源板保险丝;如任一轴不动或反方向移动则这一轴的驱动器坏或电机坏或者电脑过来的控制信号不对。


本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
扫一扫手机网站






 在线客服
在线客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com